 English
English 简体中文
简体中文全闭环脉冲同步高速总线片材机控制方案
一:工艺要求
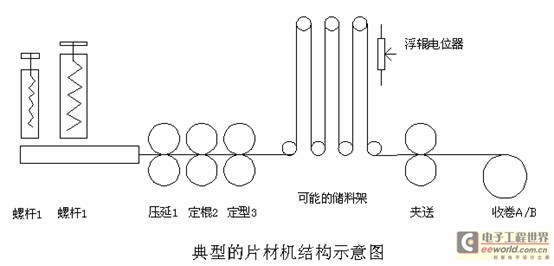
片材机用于将塑胶原料(如PE,PET,PVC或淀粉基可降解料)加热,挤压,塑化成型的一种工艺。成型后的片材用于正压,负压吸塑成型为制品。
对于片材压延而言,由于后续制品的需求,片材成型后要求厚薄均匀一致,表面光洁度好,无条纹。因此,该机械有以下技术要求:
1:螺杆模头的压力在一种工艺条件下,必须保持一致;要求螺杆挤出马达必须具有良好的速度精度和恒转矩特性(低频大扭矩);
2:塑化后的材料进行压延、定辊、定型;要求三辊具有良好的同步特性和高精度的速度响应特性;
3:对于高速机型(40M/MIN线速度)而言,由于系统收卷采用人工方式而不得不采用储料架;系统在正常生产时,储料架上下组辊处于同一水平位置,换卷时,储料架自动上升,换卷成功后,再启动换卷而使上组辊快速拉到水平位置。而使夹送和三辊保持同步速度;
4:收卷工序需要自动的将成型后的材料收成一定直径的料卷,供下道工序使用;
系统的机械传动示意图如下所示意
二:基于汇川矢量变频器和PROFIBUS-DP高速总线和的方案;
A:基于交流全闭环矢量脉冲同步的传动系统
1:螺杆闭环矢量控制技术
闭环矢量保证螺杆的低频大扭矩,高精度速度稳定性,保证模头压力一致,厚度均匀;
2:脉冲同步技术(三辊同步)
闭环矢量的脉冲同步技术,克服模拟信号的线性误差,温度漂移误差,电压波动误差,保证片材的成型质量;
3:脉冲同步的PID补偿同步(夹送)
储料装置的自动控制由夹送马达的PID参与调整,在换卷时由外力撑开储料架储料,换卷完成后自动跟踪前级速度,很快达到平衡位置,保证材料张力的一致性;
4:由MD330张力专用变频器控制的收卷
采用普通马达加装编码器的方式,通过调整一些参数就可以轻松的完成张力的自动控制,完全省去PLC控制,即克服了力矩马达容易发热的缺点(大卷径尤其明显),又可以降低控制系统的成本和复杂的PLC运算;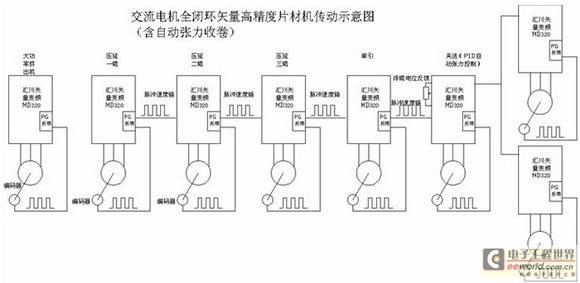
B:PROFIBUS-DP总线的网络结构示意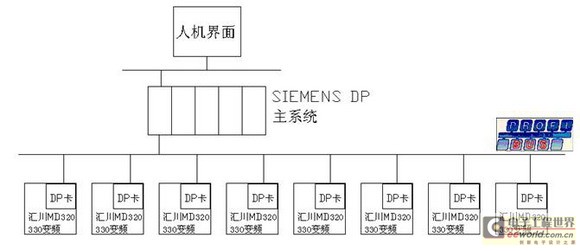
系统采用了高速PROFIBUS-DP国际标准总线。
1:PLC控制系统完成三辊的速度比例系数、收卷张力设置、显示等;并负责将数据通过PROFIBUS-DP总线输入到变频器;
2:PLC完成整机的逻辑控制故障处理、数据记录等;
3:变频器完成所有的张力闭环控制、自动平衡浮动辊的位置、三辊同步线速度的严格控制;
4:PLC通过PROFIBUS-DP总线和变频器可以交换所有的数据,即使变频器参数被用户调乱,仍然可以通过类似一键修复的方法来完成所有用户参数设置,将维修成本降到最低;
5:所有PLC到变频器的连线,已经不再需要复杂的I/O配线,只需要一段适当长度的网络电缆即可完成所有的工作;
6:由于采用了通用的PROFIBUS-DP总线技术,使分布在车间的所有机器互联组成控制中心成为可能。为管理自动化创造了条件。
汕头市金兴机械有限公司专业生产片材机、制杯机、印杯机、打杯机等,欢迎订购。


{kind=link}
{kind=link}
{kind=link}
{kind=link}